Fragment of the support structure of an engine VHS-404
Marianne. Senn (EMPA, Dübendorf, Zurich, Switzerland) & Christian. Degrigny (HE-Arc CR, Neuchâtel, Neuchâtel, Switzerland)
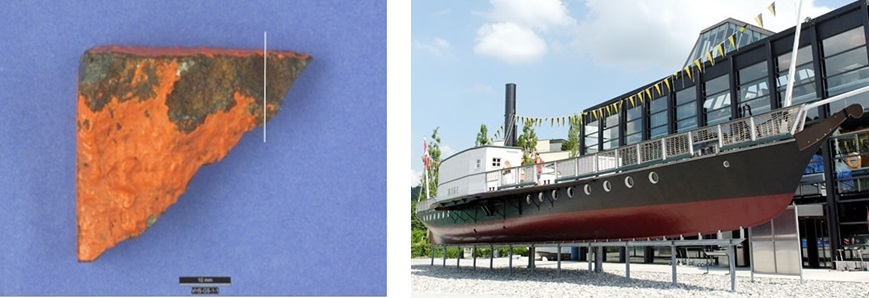
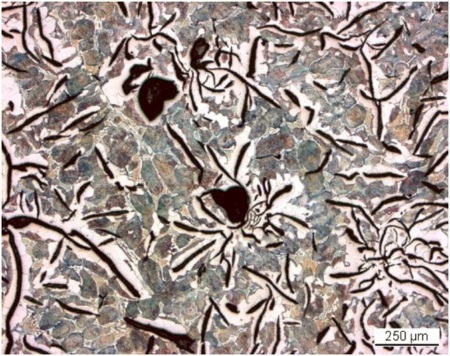
Fragment (Fig. 1) of the painted support structure of the engine from the SS Rigi steamer (oldest surviving flush-deck side-wheel paddle steamer in the world).
Supporting structure
Flush-desk side-wheel paddle steamer SS Rigi
Removed in 1952 during the last renovation
Modern Times
Cast by Escher Wyss
Outdoor to indoor atmosphere
Swiss Museum of Transport, Luzern, Lucerne
Swiss Museum of Transport, Luzern, Lucerne
VHS-404
Renovated in 1860 and 1880. The engine was replaced in 1894 and in 1952.
Nothing to report.
Stratigraphic representation: none.
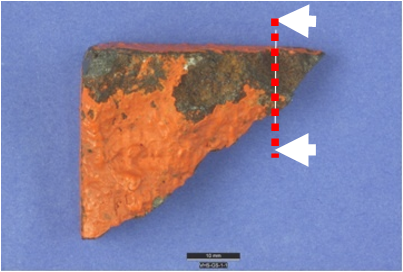
The sample is a cross-section through the fragment of the support structure of the engine (Fig, 3). Dimensions: Lmax = 10mm; Wmax = 10mm.
Grey cast iron
As-cast
VHS-G-1
Empa (Marianne Senn)
Swiss Museum of Transport, Luzern, Lucerne
07/09/2009 metallography
Nothing to report.
Analyses performed:
Metallography (nital etched), Vickers hardness testing, LA-ICP-MS, SEM/EDS.
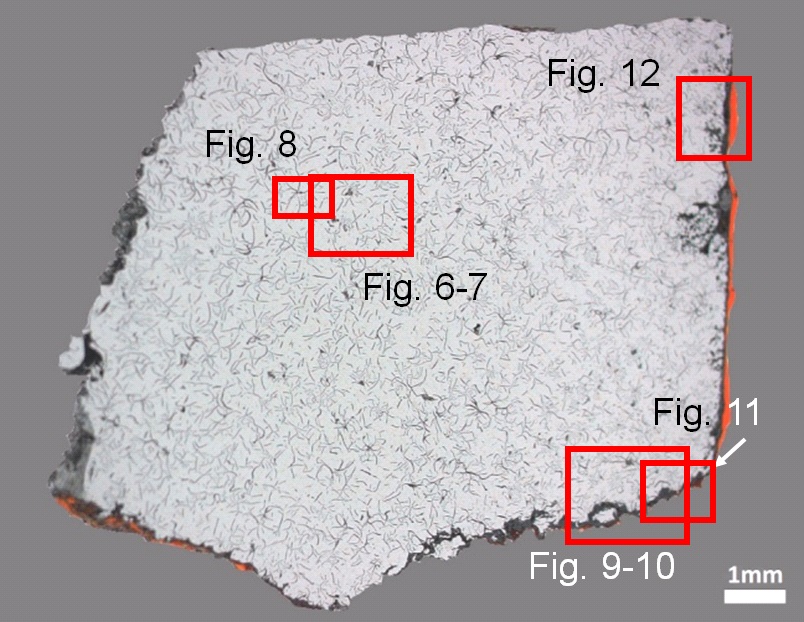
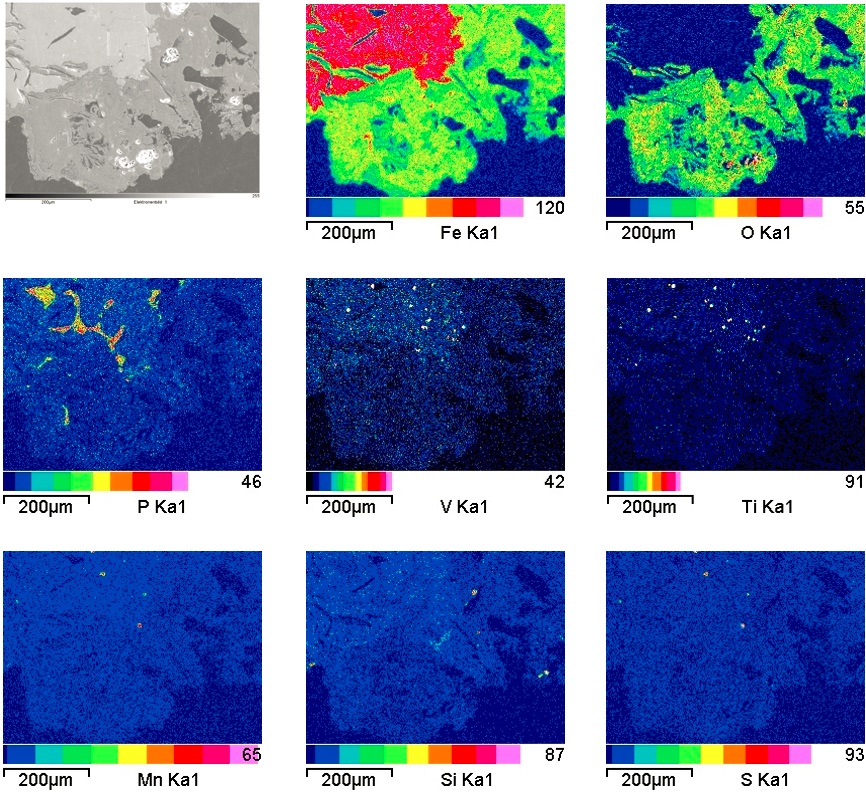
The remaining metal is a high P and Si grey cast iron with elevated Mn and V contents (Tables 1 and 2). The structure contains black graphite flakes and graphite nodules (Fig. 5) as well as angular grey manganese sulphide inclusions which can contain a dark alumina-rich centre (Fig. 5 and Table 1). The graphite flakes are irregular and vary in size. At low magnification the flakes are evenly spread over the entire surface with a tendency to form clusters. Some porosity is noticeable. Under SEM, in the BSD-mode, an additional eutectic phase is visible (Fig. 6). After etching one can see how the graphite is surrounded by alpha-iron in a pearlite matrix (Figs. 7 and 8). The lamellar pearlite includes steadite (Fe3P) and manganese sulphide (MnS) inclusions. According to the cast iron diagram after Maurer (Bargel and Schulze 2008, 257), the structure is typical for a hypoeutectic pearlitic grey cast iron (C content <4.3 mass%, Si content ca. 2.0 mass%) including pearlite, steadite and graphite. The slow cooling rate and the higher Si level have favoured the formation of graphite. The high P content favours the growth of interconnected networks of steadite. The average hardness of the metal is HV1 160. This hardness is only approximate. Normally cast iron hardness is determined with a Brinell test, but due to the small size of the sample this could not be carried out. The calculated HB is about 150.
| Elements | Ni/Co | Al | P | Ti | V | Cr | Mn | Co | Ni | Cu | As | Mo | Ag | Sn | Sb | W | C* mass% |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Median mg/kg | 2.9 | < | 20000 | 1200 | 2000 | 700 | 4500 | 160 | 460 | 110 | 610 | 20 | < | 10 | 20 | < | <4.3 |
| Detection limit mg/kg | - | 4 | 73 | 8 | 1 | 11 | 2 | 1 | 3 | 1 | 2 | 3 | 1 | 0.4 | 1 | 2 | - |
| RSD % | 2 | - | 47 | 26 | 38 | 19 | 18 | 3 | 2 | 10 | 14 | 30 | - | 17 | 13 | - | - |
*visually estimated
Table 1: Chemical composition of the metal. Method of analysis: LA-ICP-MS, Lab Inorganic Chemistry, ETH.
|
Elements |
O | Al | Si | P | S | Ti | Mn | Fe | Total |
|---|---|---|---|---|---|---|---|---|---|
| MnS inclusions (centre) | 23 | 21 | 20 | < | < | 5.7 | 30 | 2.3 | 102 |
| MnS (global) | < | < | < | < | 35 | < | 60 | 2.0 | 98 |
| Metal (average of 5 similar analyses) | < | < | 2.0 | 2.4 | < | < | 0.8 | 95 | 101 |
| Steadite (Fe3P) (average of 3 similar analyses) | < | < | < | 16 | < | < | 1.1 | 88 | 105 |
Table 2: Chemical composition (mass %) of the metal. Method of analysis: SEM/EDS, Laboratory of Analytical Chemistry, Empa.
 Credit HE-Arc CR.
Credit HE-Arc CR.
 Credit HE-Arc CR.
Credit HE-Arc CR.
 Credit HE-Arc CR.
Credit HE-Arc CR.
Graphite lamellars + pearlite + ferrite + steadite (Fe3P)
Fe
C, P, Ti, V, Mn
Nothing to report.
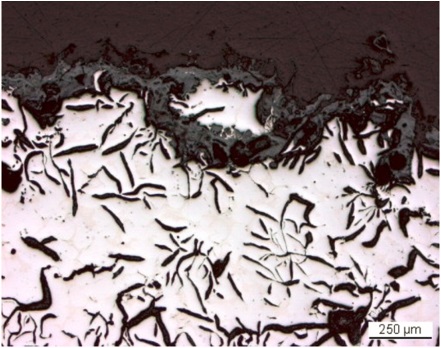
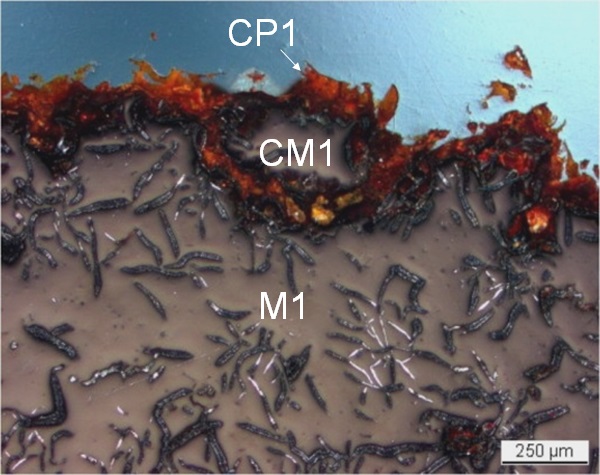
The thin corrosion crust (CP1) is limited to three sides of the sample and some remains of a paint coating (orange) are visible (Fig. 3). In bright field, the corrosion crust appears light-grey (Fig. 9), under polarised light-orange (Fig. 10). It is mainly composed of iron oxides (Table 3 and Fig. 11). The Pb and Ba-rich paint system has been applied directly onto the oxidized Fe, Si and Mn-rich casting skin (Fig. 11). The paint layer is probably an anodic inhibitor made from minium (red lead) with a barium sulphate filler. Because of the interference of Pb with S in the EDS spectra S is difficult to detect.
|
Elements |
O | Mg | Si | P | S | Mn | Fe | Ba | Pb | Total |
|---|---|---|---|---|---|---|---|---|---|---|
| Inner light-grey corrosion layer (Fig. 12) | 20 | < | < | < | < | 1.3 | 76 | < | < | 98 |
| Dark-grey casting skin (Fig. 12) | 27 | < | 14 | < | < | 21 | 33 | < | < | 95 |
| Paint system (Fig. 12) | 20 | < | < | < | < | < | < | 18 | 55 | 93 |
| Grey corrosion layer (Fig. 11) | 35 | < | 1.1 | < | 0.6 | < | 59 | < | < | 97 |
Table 3: Chemical composition (mass %) of the corrosion layer (from Figs. 11 and 12). Method of analysis: SEM/EDS, Laboratory of Analytical Chemistry, Empa.
 Credit HE-Arc CR.
Credit HE-Arc CR.
 Credit HE-Arc CR.
Credit HE-Arc CR.
 Credit Empa.
Credit Empa.
Uniform - transgranular
?
Nothing to report.
Corrected stratigraphic representation: none.
The metal is a hypoeutectic pearlitic grey cast iron with significant amounts of Si and P. A P-content in excess of 0.4 mass % causes a decrease in the tensile and impact strength. P is concentrated in the hard, brittle steadite phase. Supporting elements for machines are often manufactured from such metal because it can absorb a high degree of vibration. The metal is still covered by the casting skin which was left as a natural protection against corrosion. An applied Pb-based anodic paint system formed a further protection layer. The corrosion is minimal.
|
References on object and sample |
|
References object References sample |
|
References on analytic methods and interpretation |
| 3. Bargel, H-J., Schulze, G. (ed.) (2008) Werkstoffkunde, Springer, 249-270. |